- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Nghiên cứu quy trình đồng trục và lò epiticular SiC 8 inch
2024-08-29
Hiện tại, ngành công nghiệp SiC đang chuyển đổi từ 150 mm (6 inch) sang 200 mm (8 inch). Để đáp ứng nhu cầu cấp thiết về tấm wafer đồng trục SiC kích thước lớn, chất lượng cao trong ngành, các tấm wafer đồng trục 150 mm và 200 mm 4H-SiC đã được chế tạo thành công trên các chất nền trong nước bằng cách sử dụng thiết bị tăng trưởng epiticular SiC 200 mm được phát triển độc lập. Một quy trình đồng trục thích hợp cho 150 mm và 200 mm đã được phát triển, trong đó tốc độ tăng trưởng epitaxy có thể lớn hơn 60 μm/h. Trong khi đáp ứng epitaxy tốc độ cao, chất lượng wafer epiticular là tuyệt vời. Độ đồng đều độ dày của tấm wafer epiticular SiC 150 mm và 200 mm có thể được kiểm soát trong vòng 1,5%, độ đồng đều nồng độ nhỏ hơn 3%, mật độ khuyết tật nghiêm trọng nhỏ hơn 0,3 hạt / cm2 và bình phương độ nhám bề mặt epiticular Ra là dưới 0,15 nm và tất cả các chỉ số quy trình cốt lõi đều ở mức tiên tiến của ngành.
Silicon Carbide (SiC) là một trong những đại diện của vật liệu bán dẫn thế hệ thứ ba. Nó có các đặc tính như cường độ trường phân tích cao, độ dẫn nhiệt tuyệt vời, tốc độ trôi bão hòa electron lớn và khả năng chống bức xạ mạnh. Nó đã mở rộng đáng kể khả năng xử lý năng lượng của các thiết bị điện và có thể đáp ứng các yêu cầu dịch vụ của thế hệ thiết bị điện tử công suất tiếp theo cho các thiết bị có công suất cao, kích thước nhỏ, nhiệt độ cao, bức xạ cao và các điều kiện khắc nghiệt khác. Nó có thể giảm không gian, giảm tiêu thụ điện năng và giảm yêu cầu làm mát. Nó đã mang lại những thay đổi mang tính cách mạng đối với các phương tiện sử dụng năng lượng mới, vận tải đường sắt, lưới điện thông minh và các lĩnh vực khác. Do đó, chất bán dẫn cacbua silic đã được công nhận là vật liệu lý tưởng sẽ dẫn đầu thế hệ tiếp theo của các thiết bị điện tử công suất cao. Trong những năm gần đây, nhờ sự hỗ trợ chính sách quốc gia cho sự phát triển của ngành bán dẫn thế hệ thứ ba, việc nghiên cứu phát triển và xây dựng hệ thống công nghiệp thiết bị SiC 150 mm đã cơ bản hoàn thành ở Trung Quốc và vấn đề an ninh của chuỗi công nghiệp đã được cải thiện. cơ bản đã được đảm bảo. Do đó, trọng tâm của ngành đã dần chuyển sang kiểm soát chi phí và nâng cao hiệu quả. Như được hiển thị trong Bảng 1, so với 150 mm, SiC 200 mm có tỷ lệ sử dụng cạnh cao hơn và sản lượng của chip wafer đơn có thể tăng khoảng 1,8 lần. Sau khi công nghệ hoàn thiện, chi phí sản xuất một con chip có thể giảm 30%. Đột phá công nghệ 200 mm là phương tiện trực tiếp để “giảm chi phí, tăng hiệu quả”, đồng thời cũng là chìa khóa để ngành bán dẫn nước ta “chạy song song” thậm chí “dẫn đầu”.
Khác với quy trình thiết bị Si, các thiết bị nguồn bán dẫn SiC đều được xử lý và chuẩn bị với các lớp epiticular làm nền tảng. Tấm wafer epiticular là vật liệu cơ bản cần thiết cho các thiết bị nguồn SiC. Chất lượng của lớp epiticular quyết định trực tiếp đến năng suất của thiết bị và giá thành của nó chiếm 20% chi phí sản xuất chip. Do đó, sự tăng trưởng epiticular là một liên kết trung gian thiết yếu trong các thiết bị nguồn SiC. Giới hạn trên của mức độ quá trình epiticular được xác định bằng thiết bị epiticular. Hiện tại, mức độ nội địa hóa của thiết bị epitaxy SiC 150 mm trong nước tương đối cao, nhưng bố cục tổng thể của 200 mm lại kém hơn so với quốc tế. Vì vậy, để giải quyết các nhu cầu cấp thiết và vấn đề tắc nghẽn của việc sản xuất vật liệu epiticular kích thước lớn, chất lượng cao cho sự phát triển của ngành bán dẫn thế hệ thứ ba trong nước, bài viết này giới thiệu thiết bị epiticular SiC 200 mm được phát triển thành công ở nước tôi, và nghiên cứu quá trình epiticular. Bằng cách tối ưu hóa các thông số quy trình như nhiệt độ quy trình, tốc độ dòng khí mang, tỷ lệ C/Si, v.v., độ đồng đều nồng độ <3%, độ dày không đồng đều <1,5%, độ nhám Ra <0,2 nm và mật độ khuyết tật nghiêm trọng <0,3 hạt /cm2 của tấm wafer epiticular SiC 150 mm và 200 mm với lò epiticular silicon cacbua 200 mm tự phát triển. Mức độ quy trình thiết bị có thể đáp ứng nhu cầu chuẩn bị thiết bị điện SiC chất lượng cao.

1 thí nghiệm
1.1 Nguyên lý của quá trình epiticular SiC
Quá trình tăng trưởng đồng trục 4H-SiC chủ yếu bao gồm 2 bước chính là ăn mòn tại chỗ ở nhiệt độ cao trên chất nền 4H-SiC và quá trình lắng đọng hơi hóa học đồng nhất. Mục đích chính của việc khắc tại chỗ chất nền là loại bỏ các hư hỏng dưới bề mặt của chất nền sau khi đánh bóng wafer, chất lỏng đánh bóng còn sót lại, các hạt và lớp oxit, và cấu trúc bước nguyên tử thông thường có thể được hình thành trên bề mặt chất nền bằng cách khắc. Quá trình khắc tại chỗ thường được thực hiện trong môi trường khí hydro. Theo yêu cầu thực tế của quy trình, một lượng nhỏ khí phụ trợ cũng có thể được thêm vào, chẳng hạn như hydro clorua, propan, ethylene hoặc silane. Nhiệt độ của quá trình ăn mòn hydro tại chỗ thường trên 1 600oC và áp suất của buồng phản ứng thường được kiểm soát dưới 2 × 104 Pa trong quá trình ăn mòn.
Sau khi bề mặt chất nền được kích hoạt bằng cách khắc tại chỗ, nó sẽ bước vào quá trình lắng đọng hơi hóa học ở nhiệt độ cao, nghĩa là nguồn tăng trưởng (như ethylene / propane, TCS / silane), nguồn pha tạp (nitơ nguồn pha tạp loại n , nguồn pha tạp loại p TMAl) và khí phụ trợ như hydro clorua được vận chuyển đến buồng phản ứng thông qua một dòng khí mang lớn (thường là hydro). Sau khi khí phản ứng trong buồng phản ứng nhiệt độ cao, một phần tiền chất sẽ phản ứng hóa học và hấp phụ trên bề mặt wafer, và lớp epiticular 4H-SiC đồng nhất đơn tinh thể với nồng độ pha tạp cụ thể, độ dày cụ thể và chất lượng cao hơn được hình thành trên bề mặt đế sử dụng đế 4H-SiC đơn tinh thể làm mẫu. Sau nhiều năm khám phá kỹ thuật, công nghệ đồng trục 4H-SiC về cơ bản đã trưởng thành và được sử dụng rộng rãi trong sản xuất công nghiệp. Công nghệ đồng trục 4H-SiC được sử dụng rộng rãi nhất trên thế giới có hai đặc điểm điển hình: (1) Sử dụng chất nền cắt xiên (so với mặt phẳng tinh thể <0001>, hướng về hướng tinh thể <11-20>) làm chất nền mẫu, lớp epiticular 4H-SiC đơn tinh thể có độ tinh khiết cao không có tạp chất được lắng đọng trên đế dưới dạng chế độ tăng trưởng dòng chảy. Sự tăng trưởng đồng trục 4H-SiC ban đầu sử dụng chất nền tinh thể dương, nghĩa là mặt phẳng Si <0001> để tăng trưởng. Mật độ các bước nguyên tử trên bề mặt chất nền tinh thể dương thấp và các bậc thang rộng. Sự phát triển tạo mầm hai chiều rất dễ xảy ra trong quá trình epit Wax để hình thành tinh thể SiC 3C (3C-SiC). Bằng cách cắt ngoài trục, các bước nguyên tử có mật độ cao, chiều rộng sân thượng hẹp có thể được đưa vào bề mặt của chất nền 4H-SiC <0001> và tiền chất bị hấp phụ có thể đạt đến vị trí bước nguyên tử một cách hiệu quả với năng lượng bề mặt tương đối thấp thông qua khuếch tán bề mặt . Ở bước này, vị trí liên kết nguyên tử / nhóm phân tử tiền thân là duy nhất, do đó, ở chế độ tăng trưởng dòng chảy từng bước, lớp epiticular có thể kế thừa hoàn hảo trình tự xếp chồng lớp nguyên tử kép Si-C của chất nền để tạo thành một tinh thể đơn với cùng một tinh thể pha làm chất nền. (2) Đạt được sự tăng trưởng epiticular tốc độ cao bằng cách đưa vào nguồn silicon có chứa clo. Trong các hệ thống lắng đọng hơi hóa học SiC thông thường, silan và propan (hoặc ethylene) là nguồn tăng trưởng chính. Trong quá trình tăng tốc độ tăng trưởng bằng cách tăng tốc độ dòng nguồn tăng trưởng, khi áp suất riêng phần cân bằng của thành phần silicon tiếp tục tăng, có thể dễ dàng hình thành các cụm silicon bằng cách tạo mầm pha khí đồng nhất, làm giảm đáng kể tốc độ sử dụng của nguồn silic. Sự hình thành các cụm silicon hạn chế rất nhiều việc cải thiện tốc độ tăng trưởng epiticular. Đồng thời, các cụm silicon có thể làm xáo trộn sự phát triển của dòng chảy theo bước và gây ra sự tạo mầm khuyết tật. Để tránh quá trình tạo mầm pha khí đồng nhất và tăng tốc độ tăng trưởng epiticular, việc đưa vào các nguồn silicon gốc clo hiện là phương pháp chủ đạo để tăng tốc độ tăng trưởng epiticular của 4H-SiC.
1.2 Thiết bị epitaxy SiC 200 mm (8 inch) và các điều kiện xử lý
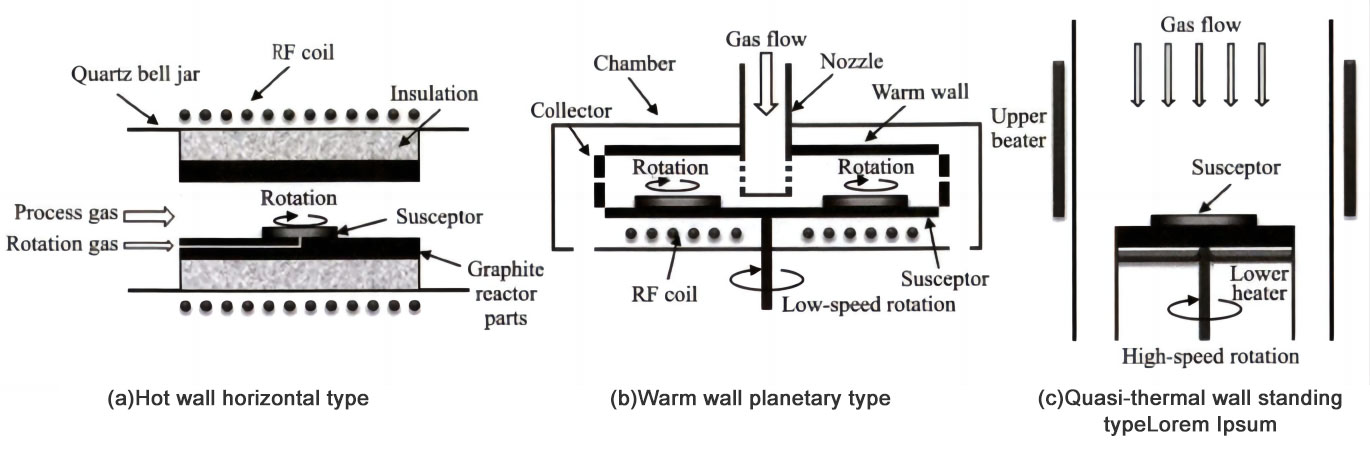
Tất cả các thí nghiệm được mô tả trong bài báo này đều được thực hiện trên thiết bị epiticular SiC tường nóng nguyên khối tương thích 150/200 mm (6/8 inch) do Viện 48 thuộc Tập đoàn Công nghệ Điện tử Trung Quốc phát triển độc lập. Lò epitaxy hỗ trợ tải và dỡ wafer hoàn toàn tự động. Hình 1 là sơ đồ nguyên lý cấu trúc bên trong buồng phản ứng của thiết bị epitaxy. Như trong Hình 1, thành ngoài của buồng phản ứng là chuông thạch anh với lớp xen kẽ làm mát bằng nước, bên trong chuông là buồng phản ứng nhiệt độ cao, được cấu tạo từ nỉ carbon cách nhiệt, độ tinh khiết cao. khoang than chì đặc biệt, đế quay nổi bằng khí than chì, v.v. Toàn bộ chuông thạch anh được bao phủ bởi một cuộn dây cảm ứng hình trụ, và buồng phản ứng bên trong chuông được làm nóng bằng điện từ bằng nguồn điện cảm ứng tần số trung bình. Như được hiển thị trong Hình 1 (b), khí mang, khí phản ứng và khí pha tạp đều chảy qua bề mặt wafer theo dòng chảy tầng nằm ngang từ thượng nguồn buồng phản ứng đến hạ lưu buồng phản ứng và được thải ra từ đuôi cuối khí. Để đảm bảo tính nhất quán bên trong tấm bán dẫn, tấm bán dẫn được vận chuyển bằng đế nổi không khí luôn được quay trong suốt quá trình.
Chất nền được sử dụng trong thí nghiệm là chất nền SiC được đánh bóng hai mặt loại n 4H-SiC thương mại 150 mm, 200 mm (6 inch, 8 inch) <1120> hướng 4° do Shanxi Shuoke Crystal sản xuất. Trichlorosilane (SiHCl3, TCS) và ethylene (C2H4) được sử dụng làm nguồn tăng trưởng chính trong quá trình thí nghiệm, trong đó TCS và C2H4 lần lượt được sử dụng làm nguồn silicon và nguồn carbon, nitơ có độ tinh khiết cao (N2) được sử dụng làm n- nguồn pha tạp loại và hydro (H2) được sử dụng làm khí pha loãng và khí mang. Phạm vi nhiệt độ của quá trình epiticular là 1 600 ~ 1 660oC, áp suất quá trình là 8 × 103 ~ 12 × 103 Pa và tốc độ dòng khí mang H2 là 100 ~ 140 L / phút.
1.3 Thử nghiệm và mô tả đặc tính của wafer epiticular
Máy quang phổ hồng ngoại Fourier (nhà sản xuất thiết bị Thermalfisher, model iS50) và máy đo nồng độ đầu dò thủy ngân (nhà sản xuất thiết bị Semilab, model 530L) được sử dụng để mô tả giá trị trung bình và phân bố độ dày lớp epiticular và nồng độ pha tạp; Độ dày và nồng độ pha tạp của từng điểm trong lớp epiticular được xác định bằng cách lấy các điểm dọc theo đường kính giao với đường bình thường của cạnh tham chiếu chính ở góc 45° tại tâm của tấm wafer với cạnh cách nhau 5 mm. Đối với tấm wafer 150 mm, 9 điểm được lấy dọc theo một đường kính (hai đường kính vuông góc với nhau) và đối với tấm wafer 200 mm, 21 điểm được lấy, như trong Hình 2. Kính hiển vi lực nguyên tử (nhà sản xuất thiết bị) Bruker, Model Dimension Icon) đã được sử dụng để chọn các khu vực 30 μm×30 μm ở khu vực trung tâm và khu vực cạnh (loại bỏ cạnh 5 mm) của tấm wafer epiticular để kiểm tra độ nhám bề mặt của lớp epiticular; các khuyết tật của lớp epiticular được đo bằng máy kiểm tra khuyết tật bề mặt (nhà sản xuất thiết bị China Electronics Kefenghua, model Mars 4410 pro) để mô tả đặc tính.

2 Kết quả thực nghiệm và thảo luận
2.1 Độ dày và độ đồng đều của lớp epiticular
Độ dày lớp epiticular, nồng độ pha tạp và tính đồng nhất là một trong những chỉ số cốt lõi để đánh giá chất lượng của tấm wafer epiticular. Độ dày, nồng độ pha tạp và tính đồng nhất có thể kiểm soát chính xác trong wafer là chìa khóa để đảm bảo hiệu suất và tính nhất quán của các thiết bị nguồn SiC, và độ dày lớp epiticular và độ đồng đều của nồng độ pha tạp cũng là cơ sở quan trọng để đo khả năng xử lý của thiết bị epitaxy.
Hình 3 cho thấy độ đồng đều về độ dày và đường cong phân bố của tấm epiticular SiC 150 mm và 200 mm. Có thể thấy từ hình vẽ rằng đường cong phân bố độ dày lớp epiticular đối xứng qua điểm trung tâm của tấm bán dẫn. Thời gian xử lý epiticular là 600 giây, độ dày lớp epiticular trung bình của tấm wafer epiticular 150 mm là 10,89 μm và độ đồng đều của độ dày là 1,05%. Theo tính toán, tốc độ tăng trưởng epiticular là 65,3 μm/h, đây là mức quy trình epiticular nhanh điển hình. Trong cùng thời gian xử lý epiticular, độ dày lớp epiticular của wafer epiticular 200 mm là 10,10 μm, độ đồng đều độ dày nằm trong 1,36% và tốc độ tăng trưởng tổng thể là 60,60 μm / h, thấp hơn một chút so với tốc độ tăng trưởng epiticular 150 mm tỷ lệ. Điều này là do có sự mất mát rõ ràng trên đường đi khi nguồn silicon và nguồn carbon chảy từ thượng nguồn buồng phản ứng qua bề mặt tấm bán dẫn đến hạ lưu của buồng phản ứng và diện tích tấm bán dẫn 200 mm lớn hơn 150 mm. Khí chảy qua bề mặt của tấm bán dẫn 200 mm với khoảng cách xa hơn và lượng khí nguồn tiêu thụ trên đường đi cũng nhiều hơn. Trong điều kiện wafer tiếp tục quay, độ dày tổng thể của lớp epitaxy mỏng hơn nên tốc độ tăng trưởng chậm hơn. Nhìn chung, độ đồng đều về độ dày của tấm wafer epiticular 150 mm và 200 mm là tuyệt vời và khả năng xử lý của thiết bị có thể đáp ứng yêu cầu của các thiết bị chất lượng cao.
2.2 Nồng độ pha tạp và độ đồng đều của lớp epitaxy
Hình 4 cho thấy độ đồng đều của nồng độ pha tạp và phân bố đường cong của tấm epiticular SiC 150 mm và 200 mm. Như có thể thấy trong hình, đường cong phân bố nồng độ trên tấm wafer epiticular có tính đối xứng rõ ràng so với tâm của tấm wafer. Độ đồng đều nồng độ pha tạp của lớp epiticular 150 mm và 200 mm lần lượt là 2,80% và 2,66%, có thể được kiểm soát trong vòng 3%, đây là mức tuyệt vời trong số các thiết bị tương tự quốc tế. Đường cong nồng độ pha tạp của lớp epitaxy được phân bố theo hình chữ "W" dọc theo hướng đường kính, chủ yếu được xác định bởi trường dòng chảy của lò epitaxy tường nóng ngang, bởi vì hướng luồng khí của lò tăng trưởng epiticular luồng không khí ngang là từ đầu vào không khí (ngược dòng) và chảy ra từ đầu cuối dòng theo dòng chảy tầng qua bề mặt tấm bán dẫn; Bởi vì tốc độ "cạn kiệt dọc đường" của nguồn carbon (C2H4) cao hơn nguồn silicon (TCS), nên khi wafer quay, C/Si thực tế trên bề mặt wafer giảm dần từ mép này sang mép kia. trung tâm (nguồn carbon ở trung tâm ít hơn), theo “lý thuyết vị trí cạnh tranh” của C và N, nồng độ pha tạp ở trung tâm của wafer giảm dần về phía rìa. Để đạt được độ đồng đều nồng độ tuyệt vời, cạnh N2 được thêm vào dưới dạng bù trong quá trình epiticular để làm chậm quá trình giảm nồng độ pha tạp từ tâm đến mép, sao cho đường cong nồng độ pha tạp cuối cùng có hình chữ “W”.
2.3 Khiếm khuyết lớp epitaxy
Ngoài độ dày và nồng độ pha tạp, mức độ kiểm soát khuyết tật của lớp epiticular cũng là thông số cốt lõi để đo lường chất lượng của tấm wafer epiticular và là một chỉ số quan trọng về khả năng xử lý của thiết bị epiticular. Mặc dù SBD và MOSFET có các yêu cầu khác nhau về khuyết tật, nhưng các khuyết tật hình thái bề mặt rõ ràng hơn như khuyết tật rơi, khuyết tật tam giác, khuyết tật củ cà rốt và khuyết tật sao chổi được xác định là các khuyết tật nguy hiểm đối với các thiết bị SBD và MOSFET. Xác suất hỏng chip chứa những khiếm khuyết này là rất cao, vì vậy việc kiểm soát số lượng lỗi nghiêm trọng là cực kỳ quan trọng để cải thiện năng suất chip và giảm chi phí. Hình 5 cho thấy sự phân bổ các khuyết tật chết người của tấm wafer epiticular SiC 150 mm và 200 mm. Trong điều kiện không có sự mất cân bằng rõ ràng về tỷ lệ C/Si, về cơ bản có thể loại bỏ các khuyết tật cà rốt và khuyết tật sao chổi, trong khi các khuyết tật thả và khuyết tật tam giác có liên quan đến việc kiểm soát độ sạch trong quá trình vận hành thiết bị epiticular, mức độ tạp chất của than chì các bộ phận trong buồng phản ứng và chất lượng của chất nền. Từ Bảng 2, chúng ta có thể thấy rằng mật độ khuyết tật nghiêm trọng của tấm wafer epiticular 150 mm và 200 mm có thể được kiểm soát trong phạm vi 0,3 hạt/cm2, đây là mức tuyệt vời cho cùng loại thiết bị. Mức độ kiểm soát mật độ khuyết tật nghiêm trọng của wafer epiticular 150 mm tốt hơn so với wafer epiticular 200 mm. Điều này là do quá trình chuẩn bị chất nền 150 mm trưởng thành hơn so với 200 mm, chất lượng chất nền tốt hơn và mức độ kiểm soát tạp chất của buồng phản ứng than chì 150 mm tốt hơn.
2.4 Độ nhám bề mặt của tấm wafer epiticular
Hình 6 cho thấy hình ảnh AFM của bề mặt của tấm wafer epiticular SiC 150 mm và 200 mm. Như có thể thấy trong hình, độ nhám vuông trung bình bề mặt Ra của tấm wafer epiticular 150 mm và 200 mm lần lượt là 0,129 nm và 0,113 nm, và bề mặt của lớp epiticular mịn, không có hiện tượng kết tụ bước vĩ mô rõ ràng, mà chỉ ra rằng sự tăng trưởng của lớp epiticular luôn duy trì chế độ tăng trưởng dòng chảy từng bước trong toàn bộ quá trình epiticular và không xảy ra hiện tượng kết hợp bước. Có thể thấy rằng lớp epiticular có bề mặt nhẵn có thể thu được trên các đế góc thấp 150 mm và 200 mm bằng cách sử dụng quy trình tăng trưởng epiticular được tối ưu hóa.

3. Kết luận
Các tấm wafer đồng trục 4H-SiC 150 mm và 200 mm đã được chuẩn bị thành công trên các chất nền trong nước bằng cách sử dụng thiết bị tăng trưởng đồng trục SiC 200 mm tự phát triển và quy trình đồng trục phù hợp với 150 mm và 200 mm đã được phát triển. Tốc độ tăng trưởng epiticular có thể lớn hơn 60 μm/h. Trong khi đáp ứng yêu cầu epitaxy tốc độ cao, chất lượng wafer epiticular là tuyệt vời. Độ đồng đều độ dày của tấm wafer epiticular SiC 150 mm và 200 mm có thể được kiểm soát trong vòng 1,5%, độ đồng đều nồng độ nhỏ hơn 3%, mật độ khuyết tật nghiêm trọng nhỏ hơn 0,3 hạt / cm2 và bình phương độ nhám bề mặt epiticular Ra là nhỏ hơn 0,15nm. Các chỉ số quy trình cốt lõi của tấm wafer epiticular ở mức tiên tiến trong ngành.
-------------------------------------------------- -------------------------------------------------- -------------------------------------------------- -------------------------------------------------- -------------------------------------------------- --------------------------------
VeTek Semiconductor là nhà sản xuất chuyên nghiệp của Trung QuốcTrần phủ CVD SiC, Vòi phun phủ CVD SiC, VàVòng đầu vào phủ SiC. VeTek Semiconductor cam kết cung cấp các giải pháp tiên tiến cho các sản phẩm wafer SiC khác nhau cho ngành bán dẫn.
Nếu bạn quan tâm đếnLò epiticular SiC 8 inch và quy trình homoepiticular, vui lòng liên hệ trực tiếp với chúng tôi.
Đám đông: +86-180 6922 0752
WhatsAPP: +86 180 6922 0752
Email: anny@veteksemi.com